Joint d'étanchéité cordon GORE®
Polyvalent et facile à installer, le joint cordon 100 % ePTFE offre une solution économique pour les brides en acier de grande dimension sur des applications standard.
Nous contacter
France
+33 1 56 95 65 65
Afrique du Sud
+27 71 467 7710
Allemagne
+49 89 4612 2215
Australie
+61 2 9473 6800
Brésil
+55 11 5502 7800
Chine
+8621 5172 8299
Corée
+82 2 393 3411
Émirats arabes unis
+971 2 5089444
Espagne
+34 93 4 80 69 00
Etats-Unis
+1 800 523 4673
Hong Kong
+852 2622 9622
Inde
+91 22 67687000
Italie
+39 045 6 20 92 50
Japon
+81 3 6746 2600
Pays-Bas
+31 13 507 47 00
Pologne
+48 22 6 45 15 37
Royaume-Uni
+44 1506 46 01 23
Scandinavie
+46 31 706 78 00
Singapour
+65 6733 2882

Infothèque

Guide de sélection produit
Guide de sélection produit
Guide pour vérifier que l'application est en adéquation avec les caractéristiques des joints GORE®, et d'affiner la sélection des produits d'étanchéité pour l'application.
Toutes les ressources pour Joint d'étanchéité cordon GORE®
Présentation
Le joint cordon, premier né de notre gamme de joints «prêt- à l’emploi», a été inventé par Gore il y a plus de 40 ans. C'est une solution éprouvée pour les brides en acier de grand diamètre, de forme rectangulaire ou irrégulière, dont la surface est rugueuse ou piquée. Une fois comprimé, ce cordon souple et malléable forme un joint d'étanchéité fin et solide. Il permet également d'assurer une bonne étanchéité lorsque la charge admissible des boulons est faible.
Le joint cordon GORE polyvalent est un matériau d'étanchéité standard souvent utilisé par les équipes de maintenance (MRO, Maintenance, Repair and Operations), car il permet une étanchéité fiable, et son installation est simple et économique. Dans la plupart des applications, il suffit de retirer la bande adhésive et d'appliquer le joint sur la surface en faisant se chevaucher les extrémités. (Pour des utilisations plus complexes, consultez nos instructions d'installation.)
(1) Typiquement désigné pour cycles des températures et des cycles thermiques limités <150°C et pressions <10 bars.
Pourquoi le joint d'étanchéité cordon GORE est-il si polyvalent ?
La technologie polytétrafluoroéthylène expansé de Gore
Le joint d'étanchéité cordon GORE constitué à 100 % de PTFE expansé mono axial (ePTFE) utilise la technologie d'expansion de Gore pour créer un niveau élevé de fibrillation.
Ce niveau élevé de fibrillation améliore la résistance mécanique et la performance d'étanchéité du joint, et lui confère une surface souple, malléable, capable de compenser facilement les irrégularités des brides.
Le joint d’étanchéité cordon GORE est résistant à tous les agents chimiques (pH 0-14), à l'exception des métaux alcalins en fusion /dissous et du fluor élémentaire ; il est donc suffisamment polyvalent pour être utilisé dans les procédés chimiques fortement basiques ou acides, ou à base de solvants.

Simplicité et réduction des coûts
Le joint d'étanchéité cordon GORE s'adapte à toutes les formes et s'installe directement sur site, sur tous les types de brides quelles que soient leur dimension ou leur complexité. Il adhère immédiatement et forme un joint dès que les extrémités se chevauchent – ainsi, même sur des brides verticales, cette opération peut être réalisée par une seule personne.
Avec le joint d’étanchéité cordon GORE, il est facile et rapide de réaliser un joint sur mesure de grande dimension sur site. Plus besoin d’attendre la fabrication du joint hors site. Plus de livraison sur palettes, inutile de réquisitionner des camions ou des grues. Aucune manipulation ni maintenance spécifique n'est requise.
Le joint d’étanchéité cordon GORE simplifie et accélère la réalisation et l’installation du joint. Son étanchéité efficace et durable permet aussi de réduire la maintenance. Avec peu d'interruptions et moins d'immobilisations, la productivité est plus élevée – tout comme les économies qui en découlent.
Spécifications techniques
Critères de réalisation d'un joint
La norme EN 13555 décrit les modes d'essai opératoires permettant de déterminer la valeur des paramètres de joints requis par la norme EN 1591-1. L'annexe G à caractère informatif fournit des conseils pour déterminer les paramètres d’étanchéité des joints réalisés sur place.
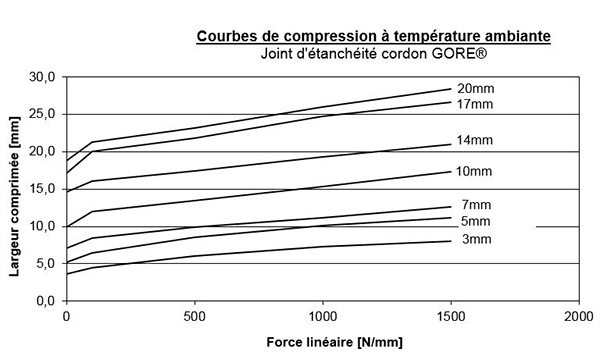
En raison du caractère mono axial du PTFE expansé, l'augmentation de la largeur du joint d'étanchéité cordon GORE dépend de la pression exercée. Pour la configuration et le calcul des joints dans les assemblages à brides, il est donc plus simple d’utiliser une force linéaire qu'une pression d'assise. La force linéaire Q* est le ratio force /unité de longueur.
Définition des facteurs d'étanchéité
| PQR | Une mesure de la relaxation à une température prédéfinie. C'est le ratio entre la pression d'assise résiduelle et la pression d'assise initiale. L’idéal serait une valeur de 1 pour PQR. Plus la valeur obtenue se rapproche de la valeur idéale, plus la perte de pression d'assise est faible. |
|---|---|
| Q*min(L) | La force linéaire minimale requise à température ambiante pour un taux de fuite L donné à l'installation. |
| Q*Smin(L) | La force linéaire minimale requise pour un taux de fuite L donné en service. |
| Q*Smax | La force linéaire maximale qu'il est possible d'exercer sur le joint, sans destruction et sans fluage du joint réduisant le diamètre de la tuyauterie, à des températures données. Elle dépend de la température et de l'épaisseur du joint. |
| E*G | La reprise élastique du joint après réduction de la pression d'assise. Elle est liée au module d'élasticité et dépend de la force linéaire exercée, de l'épaisseur du joint et de la température. |
Présentation de la méthode générale de test
| PQR | La relaxation est mesurée à des températures, des pressions d’assise initiales, des épaisseurs de joint et des rigidités de brides différentes. Au départ, le joint est soumis à une pression d'assise déterminée. La température est ensuite augmentée et maintenue pendant quatre heures. On mesure ensuite la pression d'assise résiduelle. |
|---|---|
| Q*min ; Q*Smin |
La compression et la décompression du joint s’effectuent par paliers définis à l’avance, tout en mesurant le taux de fuite en permanence. La pression interne est généralement de 40 bar (gaz utilisé : hélium). |
| Q*Smax ; E*G |
La pression d'assise est augmentée de manière cyclique puis réduite à 1/3 de la pression d'assise précédente. On mesure ensuite l'épaisseur de joint. Le test est renouvelé à différentes températures. La valeur E*G est calculée à partir des réductions de pression et des variations d'épaisseur. Pour Q*Smax, une réduction brutale de l'épaisseur du joint indique une défaillance. Si une réduction brutale se produit, on note la valeur de la pression exercée avant la défaillance. Si aucune défaillance ne se produit, la pression d'assise maximale du banc de test sert de référence. La valeur de référence est ensuite utilisée comme pression initiale pour l’essai PQR tafin de vérifier la valeur Q*Smax finale à pression d'assise constante. |
Résultats du test
Veuillez trouver ci-dessous les résultats du test EN 13555:
Joint d'étanchéité cordon GORE® en 2 mm (0,08")
La norme EN 13555 précise qu’il faut utiliser une bride test de taille DN40/PN40. Le joint d'étanchéité cordon GORE DF05 a donc été testé avec une rigidité de 500 kN/mm. Les résultats de toutes les autres dimensions ont été déduits par extrapolation, à partir des résultats du DF05 et en utilisant la courbe de compression suivante.
PQR
| Force linéaire initiale (N/mm) |
Épaisseur (mm) |
Température (°C) |
PQR | |
|---|---|---|---|---|
| 5 mm | 144(1) | 2 | 20 | 0,73 |
| 144(1) | 2 | 150 | 0,22 |
(1) correspond à une pression de surface initiale de 30 MPa (largeur initiale = 5 mm)
Q*min (N/mm)
| L1,0 | L0,1 | L0,01 | L0,001 | |
|---|---|---|---|---|
| 3 mm | 32 | 89 | 145 | 201 |
| 5 mm | 50 | 141 | 228 | 317 |
| 7 mm | 67 | 184 | 292 | 397 |
| 10 mm | 95 | 258 | 408 | 556 |
| 14 mm | 128 | 348 | 552 | 754 |
| 17 mm | 160 | 446 | 721 | 1007 |
| 20 mm | 165 | 460 | 747 | 1053 |
Q*Smin (N/mm)
| Q*A (N/mm) | QA (MPa) | L1,0 | L0,1 | L0,01 | L0,001 | |
|---|---|---|---|---|---|---|
| 3 mm | 96 | 32 | 32 | 32 | x | x |
| 192 | 64 | 32 | 32 | x | x | |
| 288 | 96 | 32 | 32 | 49 | x | |
| 384 | 128 | 32 | 32 | 40 | 202 | |
| 5 mm | 96 | 20 | 48 | 48 | x | x |
| 192 | 40 | 48 | 48 | x | x | |
| 288 | 60 | 48 | 48 | 73 | x | |
| 384 | 80 | 48 | 48 | 61 | 110 | |
| 7 mm | 96 | 14 | 67 | 67 | x | x |
| 192 | 27 | 67 | 67 | x | x | |
| 288 | 41 | 67 | 67 | 102 | x | |
| 384 | 55 | 67 | 67 | 84 | 146 | |
| 10 mm | 96 | 10 | 95 | 95 | x | x |
| 192 | 19 | 95 | 95 | x | x | |
| 288 | 29 | 95 | 95 | 144 | x | |
| 384 | 38 | 95 | 95 | 119 | 207 | |
| 14 mm | 96 | 7 | 127 | 127 | x | x |
| 192 | 14 | 127 | 127 | x | x | |
| 288 | 21 | 127 | 127 | 193 | x | |
| 384 | 27 | 127 | 127 | 160 | 279 | |
| 17 mm | 96 | 6 | 160 | 160 | x | x |
| 192 | 11 | 160 | 160 | x | x | |
| 288 | 17 | 160 | 160 | 245 | x | |
| 384 | 23 | 160 | 160 | 202 | 354 | |
| 20 mm | 96 | 5 | 165 | 165 | x | x |
| 192 | 10 | 165 | 165 | x | x | |
| 288 | 14 | 165 | 165 | 252 | x | |
| 384 | 19 | 165 | 165 | 208 | 366 |
Q*smax (N/mm)
| Épaisseur (mm) |
Température (°C) |
Q*smax (N/mm) |
Qsmax (MPa) |
|
|---|---|---|---|---|
| 5 mm | 2 | 20 | 2 000 | 100 |
| 2 | 150 | 2 000 | 100 |
E*G
| Épaisseur (mm) | Température (°C) | EG96N/mm (MPa) | EG144N/mm (MPa) | EG192N/mm (MPa) | EG240N/mm (MPa) | EG288N/mm (MPa) | |
|---|---|---|---|---|---|---|---|
| 5 mm | 2 | 20 | 302 | 417 | 690 | 1059 | 880 |
| 2 | 150 | 254 | 543 | 554 | 989 | 872 |
m & y sont des facteurs d'étanchéité utilisés pour une bride conçue selon les spécifications du code ASME relatif aux chaudières et aux cuves sous pression, section 1, chapitre VIII, annexe 2. Le test, qui consiste à mesurer le taux de fuite par rapport à une pression Y et un facteur m, est actuellement proposé comme nouvelle méthode d'essai ASTM sur les joints par le comité F03.
Définition des facteurs d'étanchéité
m, facteur de maintien, correspond à la valeur de la pression supplémentaire nécessaire au préalable pour maintenir l'effort de serrage sur le joint une fois la pression interne exercée.
y, pression d'assise, correspond à l'effort de serrage minimal (psi) nécessaire pour l'étanchéité initiale.
| Valeur | |
|---|---|
| m | 1,5 |
| y | 2 500 |
Il n'existe aucune norme spécifique pour les facteurs d'étanchéité AD 2000 B 7. La version de 2015 du document "AD 2000-Merkblatt B 7" fait référence à EN 13555 comme norme d'essai(1) et utilise le tableau 9 de la directive VDI 2200(2) comme méthode de conversion. À noter : la directive VDI 2200 mentionne explicitement que, compte tenu des différentes méthodes de mesure utilisées, une telle conversion des données n'est pas valable. "Only the method according to DIN EN 1591-1 and AD 2000 in conjunction with DIN EN 1591-1 and FE analysis can be used for providing stability, leak tightness and TA Luft proof." (3)
Gore approuve l'utilisation du document "AD 2000-Merkblatt B 7" et propose les facteurs d'étanchéité nécessaires ci-dessous.
Les relations suivantes existent(1):
k0KD ≙ Qmin · bD
k1 ≙ (QSmin / p) · bD car m ≙ QSmin / p (4)
k0KDϑ ≙ Qsmax · bD
où,
| Qmin | pression d'assise minimale requise à température ambiante quand le joint vient d'être installé (selon la EN13555) |
|---|---|
| QSmin | pression d'assise minimale requise en cours de fonctionnement (selon la EN13555) |
| QSmax | pression d'assise maximale qu'il est possible d'exercer sur le joint à une température définie ϑ (selon la norme EN 13555) |
| bD | largeur du joint |
| p | pression interne du média |
| k1 | paramètres du joint AD 2000 B 7 pour les conditions de fonctionnement |
| k0KD | paramètres du joint AD 2000 B 7 pour la déformation du joint |
| k0KDϑ | facteur d'étanchéité AD 2000 B 7 pour la déformation d'un joint en service à une température ϑ |
Pour le joint d'étanchéité cordon GORE de 2 mm d'épaisseur utilisée avec une pression interne de 10 bar, il en résulte :
- k1 = 10 • bD
- k0KD = 18 MPa • bD
- k0KDϑ= 200 MPa • bD température ϑ = 150°C
Dans le cas d'une application spécifique, Gore recommande d'effectuer une conversion individualisée basée sur les données de la norme EN 13555.
L'utilisation des valeurs standard données dans le tableau 1 du document "AD 2000-Merkblatt B 7(5) n'est en général pas recommandée. Cependant, elles peuvent être applicables selon la situation donnée.
Veuillez noter que les normes DIN 2690 à DIN 2692 ont été remplacées par la norme EN 1514-1 en 1997.
(1) Arbeitsgemeinschaft Druckbehälter: AD 2000-Merkblatt B7, Berechnung von Druckbehältern, Schrauben, Seite 4, 7.1.2.4, April 2015
(2) Verein Deutscher Ingenieure e. V.: VDI 2200, Tight flange connections - Selection, calculation, design and assembly of bolted flange connections, page 36, table 9, June 2007.
(3) Verein Deutscher Ingenieure e. V.: VDI 2290, Emission Control - Sealing constants for flange connections, page 8, June 2012
(4) Veuillez noter que le facteur m = QSmin / pa été défini par la norme DIN V 2505, qui a été remplacée par la norme EN 1591-1 dans laquelle m n'est plus utilisé
(5) Arbeitsgemeinschaft Druckbehälter: AD 2000-Merkblatt B 7, Berechnung von Druckbehältern, Schrauben, Seite 6, Tabelle 1, April 2015
Informations relatives aux certifications et aux applications
Infothèque

Guide d'instructions: Joint d'étanchéité cordon GORE®
Instructions d‘installation
POUR USAGE INDUSTRIEL UNIQUEMENT
Ne pas utiliser pour des opérations de fabrication, de traitement ou d’emballage des produits suivants : nourriture, médicaments, cosmétiques, dispositifs médicaux.
Suivre Joint d'étanchéité cordon GORE®